玉環(huán)雙山機械有限公司
Yuhuan Shuangshan Machinery Co. Ltd.為您提供全方面服務0576-81755168153 5567 8921全國24小時服務電話

玉環(huán)雙山機械有限公司
Yuhuan Shuangshan Machinery Co. Ltd.
玉環(huán)雙山機械有限公司
手機:15355678921
電話:0576-81755168
傳真:0576-87119393
郵箱:yhzytools@163.com
地址:浙江省臺州市玉環(huán)市清港工業(yè)園區(qū)
時間:2019-08-24 03:06:20??瀏覽次數(shù):2207
與傳統(tǒng)的機械手相比,多關節(jié)機械手能夠掌握不同形狀和不規(guī)則的工件.與傳統(tǒng)機械手相比,它具有運動靈活、運動慣量小、通用性強等優(yōu)點,能夠較好地抓取基座附近的工件,并能繞過機體與工作機械之間的障礙物工作。傳統(tǒng)的機械手采用繼電器電氣控制,由于其電路復雜、維護困難、可靠性差等特點,已不能滿足機械手控制的需要。隨著可編程控制器(PLC)的出現(xiàn),這種問題可以得到解決。PLC控制具有結構簡單、控制方便、可靠性高、編程簡單、功耗低、改造方便等特點,能夠高精度地完成工作。
軸承裝配是軸承生產(chǎn)過程中的最后一個也是非常重要的環(huán)節(jié),而軸承蓋機是裝配中較為復雜的一部分。在軸承裝配線上使用機械手,通過PLC控制機械手的動作,完成軸承、封蓋和工件轉(zhuǎn)移的全過程,最后控制蓋機完成封蓋的全過程。圖1-1是某以生產(chǎn)線上機械手的工作示意圖。
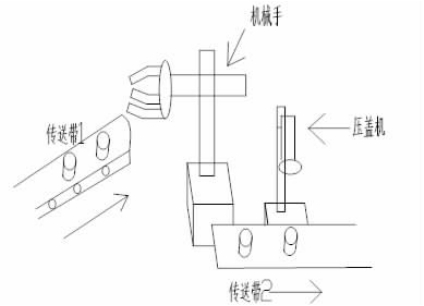
圖1-1 機械手的工作示意圖
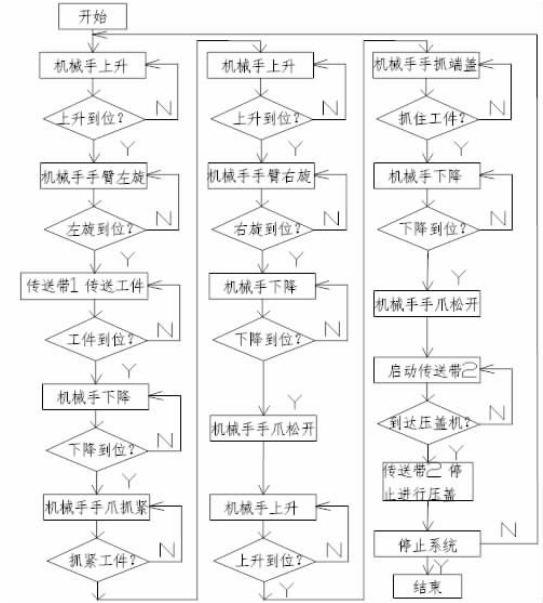
利用PLC控制電動機的轉(zhuǎn)動和電磁閥的通斷,電動機的轉(zhuǎn)動來驅(qū)動機械手臂的左右旋轉(zhuǎn),電磁閥驅(qū)動氣缸的升降控制機械手臂的上升和下降。多關節(jié)機械手的工作過程如圖1-2所示:

圖1-2 多關節(jié)機械手簡單工作過程示意圖
按照控制系統(tǒng)的控制要求,在此系統(tǒng)中僅靠PLC主機是無法完成控制要求的,因此擴展了一個I/O和兩個模擬量輸入/輸出模塊,以及兩個光電開關和一個可控電動機,控制系統(tǒng)的硬件框圖如圖2-1所示。

圖2-1 控制系統(tǒng)的硬件框圖
根據(jù)系統(tǒng)控制要求并從經(jīng)濟性和可靠性等方面考慮,選擇西門子S7-200系列PLC作為此機械手控制系統(tǒng)的控制主機。三自由度工業(yè)機械手PLC控制系統(tǒng)總共有15個數(shù)字量輸入,8個數(shù)字量輸出,供需23點I/O口,根據(jù)I/O點數(shù),選用了CPU224作為主機。同時擴展一個I/O模塊,選用EM223輸入/輸出混合擴展模塊中的4點輸入/4出輸出模塊。由于需要測量每個手指的壓力值,需要將傳感器的值輸入到PLC中進行判斷,所以擴展兩個模擬量模塊,全部選用4路模擬量輸入/1路模擬量輸出的EM235模塊。EM223和EM235只需要將排線插到主機及擴展模塊的插槽上。
根據(jù)控制系統(tǒng)的功能要求,對PLC進行I/O及其他資源的分配,具體分配如下。
表2-1 數(shù)字量輸入地址分配

表2-2 模擬量輸入地址分配

表2-3 數(shù)字量輸出地址分配

要完成系統(tǒng)的功能除了PLC及其擴展模塊之外,還需要各種限位開關、光電開關、傳感器及編碼盤等儀器設備。
根據(jù)機械手動作和要實現(xiàn)的功能,多關節(jié)機械手控制系統(tǒng)流程圖如圖3-1所示。
控制系統(tǒng)的主程序,主要是對高速計數(shù)器和高速脈沖輸出進行初始化。對于高速計數(shù)器,選用高速計數(shù)器HSC0,工作方式為模式0,輸入口為I0.0。
對于高速脈沖輸出控制,設置為脈沖輸出方式,輸出口為Q0.0。脈沖的輸出設置為多段管線輸出,本例中采用3段輸出,完成設置的功能為:時間基準為μs級、不允許更新周期和脈沖數(shù)。
為了提高定位精度,手臂的左右旋轉(zhuǎn)由步進電機控制,因此需要采用高速計數(shù)器和高速脈沖輸出,比較輸出脈沖數(shù)和接收脈沖數(shù),定位準確,如果兩者之間有偏差,則重傳脈沖,最后到達設定位置。
多關節(jié)機械手控制系統(tǒng)傳感器值1和傳感器值2處理子程序,是針對傳感器采集值傳遞給PLC處理子程序,由于機械手爪在每次加工過程中,需要移動兩個工件,對于不同的工件,爪的強度不同,為了防止過大的抓地力,造成對工件的損壞,設置兩種不同的壓力對比。
在多關節(jié)機械手的工作過程中,機械爪嚴格按一定的順序運行,可根據(jù)工藝流程方便地設計順序控制指令。當下一個操作開始執(zhí)行時,前一個操作中的所有組件都被重置為初始狀態(tài),從而降低了誤操作的可能性。

玉環(huán)雙山機械有限公司?備案號:浙ICP備14026957號-2
電話:0576-81755168?傳真:0576-87119393
郵箱:yhzytools@163.com
地址:浙江省臺州市玉環(huán)市清港工業(yè)園區(qū)
浙ICP備14026957號-2


